

Методика стыковой сварки ")
Методика стыковой сварки
С чего важно начать – сразу оговоримся: для резки труб мы рекомендуем использовать специальный труборез.
Стыковая же сварка, в свою очередь, является одним из способов соединения пластиковых трубопроводных систем и их компонентов. Это процесс, в котором концы (торцы) труб и торец фитинга соединяются сжатием стыкуемых расплавленных поверхностей.
Стыковая сварка может выполняться только при помощи сварочного оборудования, предназначенного для этой цели, и исключительно лицом, имеющим соответствующий допуск и, очень важно, особенно при сварки тонкостенных труб (sdr 11) – уже наработанный опыт.
Встык можно сваривать только трубы и фитинги с одинаковыми размерами (диаметр и толщина стенки) и с равным значением MFI.
Далее в тексте описан процесс сварки в общих чертах. Подробное руководство по использованию сварочного оборудования, в том числе сварочных таблиц, содержится в инструкции от производителя и/или поставщика данной техники.
Для лучшего качества соединений мы рекомендуем использовать сварочные аппараты с гидравлическими зажимами.
Методика стыковой сварки основана на DVS 2207.
Сварку и монтаж пластиковых труб может выполнять только монтажник с действительным соответствующим сертификатом квалификации. Действительными считаются сертификаты, отвечающие стандартам или действующим нормативам ГОСТ, ТУ, TPG и TNV.
Инструкция по стыковой сварке
Подготовка к сварке
Необходимо регулярно осуществлять контрольный осмотр рабочего места на соответствие требованиям безопасности и охраны труда; проконтролируйте запылённость и атмосферные условия. При стыковой сварке обеспечьте температуру окружающей среды не ниже 5 °C (например, с использованием монтажного тента).
Аналогичные меры следует предпринять и в случае неблагоприятных погодных условий (дождь, прямое солнце и т.п.).
Контроль сварочного оборудования
Проверьте техническое состояние сварочного аппарата (состояние поверхности и температуру нагревательного элемента, соосность неподвижных и подвижных зажимов, функциональность торцевателя, электрические контакты и т.д.).
Контроль материала
Внимание: перед сваркой проверьте совместимость материалов по свариваемости. Затем убедитесь, что сварочные материалы имеют одинаковую температуру. Допустимо сваривать встык трубы с одинаковой толщиной стенки, но не менее 3 мм.
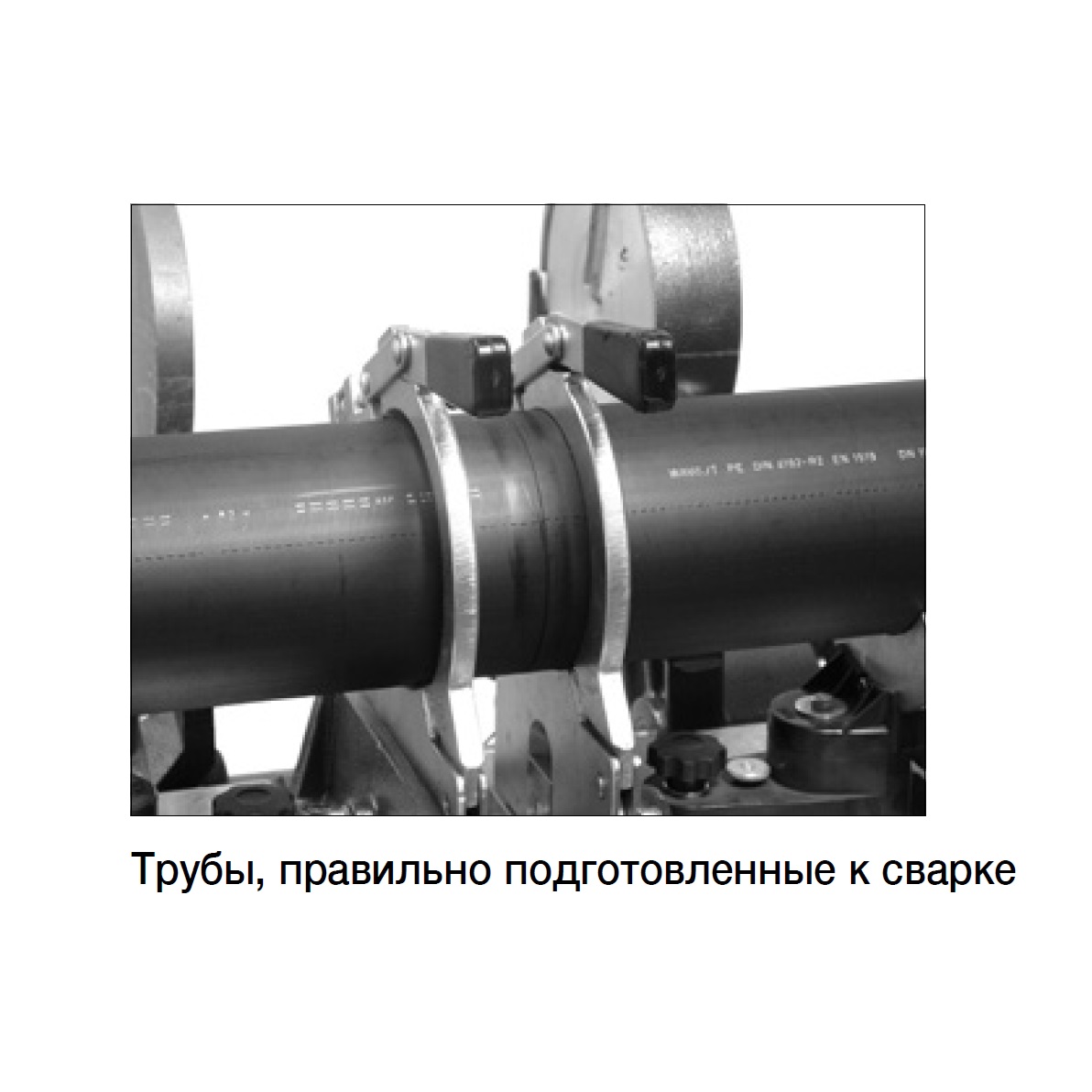
Подготовка материала
Подготовленную и зафиксированную трубу отрежьте перпендикулярно её оси соответствующим инструментом. Не следует использовать цепную пилу с масляной смазкой, поскольку поверхность трубы должна быть сухой, чистой, без масел и жиров.
После завершения резки обязательно удалите заусенцы, опилки и любые другие загрязнения и частицы, которые возникли при резке труб.
Проверьте взаимное смещение торцов труб. Благодаря этому можно обнаружить избыточную овальность или втянутость концов, возникшие в процессе производства. Проведите торцевание. После этого проверьте смещение после торцевания и зазор между трубами. Очистите торцы и определите пассивное сопротивление.
Прядок проведения сварки
Этап выравнивания торцов
Свариваемые торцы прижимать к нагревательному элементу пока обе контактные поверхности не совпадут, что определяется высотой грата, которая приводится в таблицах сварки.

Этап нагрева
Свариваемые участки разогревайте с минимальным контактным прижатием (см. сварочные таблицы). Соединяемые торцевые поверхности нагреваются до пластического состояния зоны сварки (опять же – обратись к сварочным таблицам).

Этап перестановки
Торцы свариваемых поверхностей отодвиньте от нагревательного элемента и снимите его, как можно быстрее придвинув их друг к другу.
Этап соединения
После контакта свариваемых поверхностей следует увеличить усилие прижатия, чтобы достичь величины давления, необходимого для сварки.
Этап охлаждения
На этапе охлаждения поддерживайте постоянное давление (непрерывно контролируя показания) до истечения времени, отведенного для охлаждения. После завершения сварки проведите визуальный осмотр шва, в соответствии с требованиями заказчика.

Совместимость
Трубы и фитинги для стыковой сварки, для обеспечения качественного соединения поверхностей, нежелательно мешать между собой от разных производителей.
Параметры сварки
Прилагаются к сварочному оборудованию. Значения для полипропилена, установленные в соответствии с DVS 2207 – раздел 11: температура горячего нагревательного элемента - 200 – 220 °C.
Величины давления при сварке
Выравнивание и соединение: 0,10 Н/мм2;
Разогрев: 0,01 Н/мм2;
Время сварки: в зависимости от этапа – см. таблица внизу.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Фланцевые соединения
Монтаж фланцевого соединения
При проектировании фланцевого соединения должны быть учтены следующие условия, описанные ниже.
В целом, следует различать классическое фланцевое соединение двух пластиковых труб от подобного соединения, при котором край адаптера (буртика) формирует переход с пластиковой трубы на другой материал - чаще всего на металлическую трубу, либо на запорную арматуру. Соответственно, в каждом случае необходимо правильно выбрать уплотнительную прокладку и подходящий фланец. Используемые данные фитинги должны обладать достаточной термической и механической стабильностью.
Осевое расположение фланца
На трубопроводе, проложенном горизонтально, фланцевое соединение должно быть закреплено болтами в положении, как показано на иллюстрации, чтобы предотвратить возможную утечку транспортируемой среды на резьбы болтов.
Замечание
Нельзя использовать фланцевые соединения для упругих и/или компенсационных конструкций, поскольку в таком случае они будут испытывать нагрузку на изгиб, что может нарушить герметичность фланцевого соединения. Адаптер (буртик), фланец и уплотняющая прокладка должны быть точно отцентрированы по оси трубопровода. При установке прокладок между фланцами следует проверить размеры уплотнения на соответствие внутреннему и внешнему диаметру адаптера (буртика) фланцев. В случае если несоответствие между внутренним диаметром прокладки и буртика превышает 10 мм, могут возникнуть проблемы с соединением. Перед окончательным затягиванием болтов соединяемые поверхности должны быть выровнены и точно посажены на уплотняющую прокладку. Натяжение трубы с фланцевыми соединениями недопустимо, из-за нагрузки которая при этом возникает. Длина болта выбирается таким образом, чтобы его резьба не выходила за пределы фланца свыше двух - трёх оборотов резьбы. Необходимо поставить шайбу под головку болта и гайку. Для того, чтобы можно было легко удалить болты даже после продолжительного использования, их резьбы следует смазать (например, смазкой на основе сульфида молибдена). Болты затягиваются по диагонали с равномерным усилием, причём сначала гайки необходимо затянуть рукой, чтобы прокладка точно села на место, а расстояние между адаптерами (буртиками) было минимальным. Затем болты монтируются в диагональном порядке на 50% рекомендованного момента затягивания, а уже после этого – на все 100%. Рекомендуется позднее, в течение 24 часов после установки, проконтролировать фланцевое соединение и, при необходимости, произвести его дотяжку. После испытания давлением, соединение необходимо повторно проверить и, если требуется, снова подтянуть. Больше информации о фланцевых соединениях можно найти в DVS 2210-1, Приложение № 3.
Момент затягивания болтов
Крутящий момент затягивания болтов во фланцевых соединениях особенно важен. Существует несколько методов, используемых на практике:
1. Как можно сильнее затянуть. Однако через некоторое время может выясниться, что соединение перетянуто, а в пластиковых трубах создано чрезмерное напряжение.
2. Затянуть «на глазок» (по ощущению). Этот метод требует значительного опыта и знания материала.
3. Используя динамометрический ключ - лучший способ.
Рекомендованные значения приводятся в таблице. На практике допускаются незначительные отклонения от табличных значений. Это может быть вызвано, например, использованием самоконтрящихся гаек или недостаточно выровненным по оси трубопроводом.
Твердость уплотняющей прокладки (по Шору) может также повлиять на требуемое усилие момента затягивания (см. информацию по материалам для прокладок).
|
Примечание: (1) Вплоть до максимального рабочего давления 6 бар
Фланцы из полипропилена ПП
Фланец PP-V обладает следующими свойствами:
- противокоррозионный опорный фланец из полипропилена PP (30 % армированного стекловолокна);
- высокая устойчивость к химическому воздействию (в том числе к гидролизу);
- максимальная прочность на излом (при законтривании деформируется);
- устойчивость к температурам до 80 °C.
Примечание: температура среды ограничена материалом системы пластиковых труб , то есть ABS, PVCU, PVC-C, PP, PE.




