

Пайка полипропиленовых труб ")
Пайка полипропиленовых труб
- Специфика пайки труб из полипропилена
- Общее описание технологии
- Паяльные инструменты, машины для сварки
- Процедура сварки
- Соединение пайкой с армированием
- Соединение ППР труб без пайки
- Типичные ошибки при сварке и как их избежать
- Заключение
Кажется, что уже столько и многими написано обо всех аспектах сварки ПП-Р труб, что данную тему давно можно считать закрытой. Но в процессе общения с монтажниками понимаешь, что сарафанное радио оказывает большее воздействие на технику монтажа, чем указания по сварке на коробках с продукцией, здравый смысл, рекомендации производителей и множество технических пособий.
Что ж, предлагаем вернуться к вопросу и обстоятельно, с самого начала пройтись по нему, сперва разобравшись со свойствами материала, а уже затем перейдя непосредственно к самой пайке и её особенностям.
Начнем с того, что полипропилен - это пластик, а этот материал имеет разные температуры плавления и сварки. Например, у ПВХ температура сварки меньше, чем температура плавления. Для группы же труб из напорного полипропилена температура сварки составляет 260 ⁰C.
Основной и важнейший критерий тут - соблюдение этой температуры: превышение способствует перегреву материала, повышенной текучести и деградация сырья в зоне нагрева. Поэтому чем качественнее у Вас будет сварочный аппарат, тем меньше вероятная погрешность в температуре сварки. У профессиональных моделей она составляет 0,5 ⁰C. Сколько она будет у китайских и простых турецких, известно только их производителям (и то – не факт).
Если монтаж – Ваш хлеб, а каждое соединение – Ваша репутация, то Вы просто обязаны задумываться о выборе для себя самого лучшего инструмента! Так как это напрямую Ваши гарантии положительных отзывов по проделанным заказам и увеличение репутационных шансов на получение новых.
Чистота самой трубы – фактор про который многие почему-то забывают, а зря: естественно, если материал у Вас в грязи, то эта самая грязь вполне может попасть в место стыка, и он получится некачественным. То же самое относится и к трубам, которые лежали на солнце, и под действием ультрафиолета у них повредился внешний слой. Его надо убрать или взять новую основу, так как, сняв часть старой, у Вас могут возникнуть сложности по её сварке из-за недостаточности наружного диаметра.
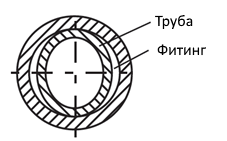
Помним про глубину соединения, – ведь именно контроль за ней поможет убрать заужения диаметров и избежать малой площади соединения.
Полифузионная раструбная сварка является самым простым и надежным способом для соединения полипропиленовых труб и фасонных изделий (фитингов, соединительных деталей). Спаять материал между собой простая, но крайне ответственная задача. Способ при этом, по сути, один, но важен фактор соблюдения технологии - безответственный подход к которой чаще всего влечет за собой различные дефекты и соответствующие повреждения сварочных стыков.
Необходимые инструменты для сварки:
Сварочный аппарат для раструбной сварки и насадки. Основные требования к данному оборудованию - надежность, а значит и отсутствие такой проблемы как регулярный ремонт некачественного инструмента, ведь ремонт – простой монтажа. И, конечно же, необходимо не забывать об обеспечении правильного температурного режима;
Ножницы или труборез, специально предназначенные для резки полипропиленовых труб. Вообще это два разных инструмента. Первые отличны от тех, что используются для Pex и металлопластиковых систем. У них должно быть широкое жесткое лезвие, которое будет с помощью храпового механизма без труда разрезать трубу диаметром до 32 мм. Для больших размеров уже лучше иметь резак, который функционирует запускаемым при вращении дисковым ножом. Он позволяет без потери сил резать трубу диаметром 110 мм с толщиной стенки до 20 мм, главное - поставить опциональное лезвие для пластика вместо меди.
Тряпка или салфетки. Трубопровод необходимо очистить от грязи. Чтобы место стыка было без мусора, хотя бы после резки;
Спирт для обезжиривания или аналогичный по действию состав. Думается, наличие спирта в перечне необходимого легко объяснимо – отметить начало монтажа и сплотить коллектив. На самом деле все просто – обязательная очистка места стыка от масляно-жировых следов;
Рулетка или метр. Отмерить нужный кусок трубопровода или глубину соединения, чтобы труба попала в фитинг ровно на то расстояние, которое требуется. Ни больше ни меньше;
Маркер или специальный карандаш, позволяющий оставлять разметку;
Нож с коротким и острым лезвием. Снять заусенцы при резке и фаску, которая позволит сделать соединение пластика более плотным.
Метод сварки идентичен для комплектующих всех производителей, это обуславливается идентичными физическими свойствами материала. Различие лишь в том, что работа с большими диаметрами требует не только сноровки, но и дополнительного оборудования.
Инструкция по работе со всеми видами ППР деталей далее по тексту.
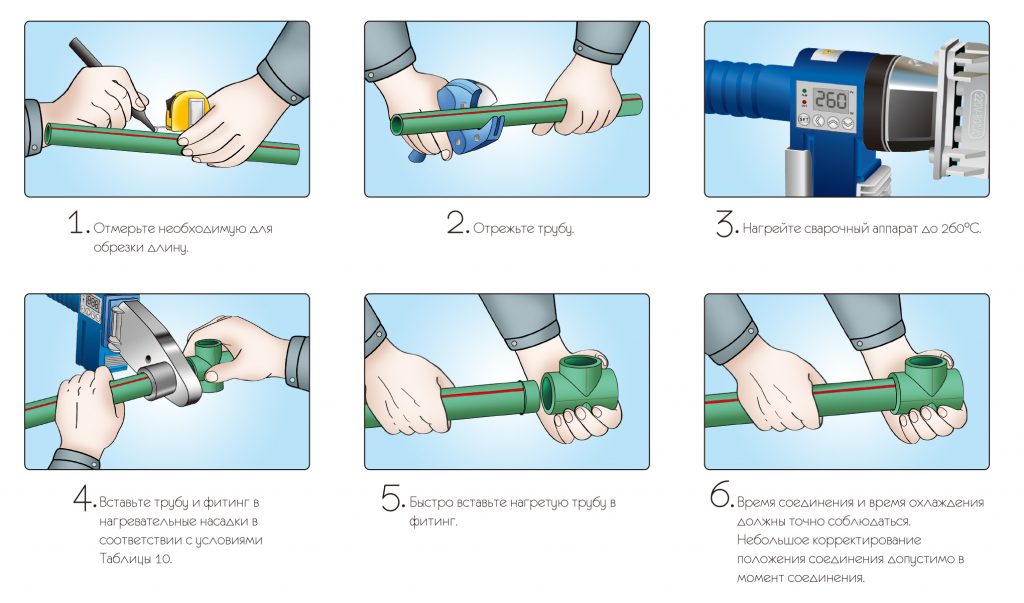
а) Сварка полипропиленовых труб и фитингов диаметрами от 20 до 40 мм:
Установить, если это возможно, сварочный аппарат на ровную поверхность или верстак;
Закрепить на сварочном аппарате насадки необходимого размера. Проверить чистоту насадок, при необходимости протереть их тканью;
Установить на терморегуляторе сварочного аппарата температуру 260 °C;
Включить сварочный аппарат, нажав кнопку включения;
Отрезать трубу необходимой длины;
Очистить и обезжирить свариваемые поверхности;
На нагретую насадку сначала надеть фитинг, а затем трубу. Обе части нагреваем в течение времени, указанного в Таблице 1;
После окончания времени нагрева снять обе детали с насадок;
Соединить трубу и фитинг медленным, равномерным движением без осевого смещения. Сваренные детали необходимо зафиксировать в течение 20 секунд.
Диаметр трубы, мм | Глубина плавления, мм | Время нагрева, с | Время сварки, с | Время охлаждения, мин |
20 | 14 | 5 | 4 | 2 |
25 | 15.5 | 7 | 4 | 2 |
32 | 17 | 8 | 6 | 4 |
40 | 18.5 | 12 | 6 | 4 |
50 | 20.5 | 18 | 6 | 4 |
63 | 24.5 | 24 | 8 | 6 |
75 | 28 | 30 | 8 | 6 |
90 | 31.5 | 40 | 8 | 8 |
110 | 36.5 | 50 | 10 | 10 |
Таблица 1 – Длительность сварочных операций для труб и фитингов
б) Сварка полипропиленовых труб и фитингов диаметрами от 50 до 110 мм:
Установить механический сварочный комплект на ровную поверхность;
Отрезать трубу необходимой длины с помощью специального трубореза;
Очистить и обезжирить свариваемые поверхности;
Зафиксировать трубу и фитинг в центраторе сварочного комплекта;
Установить сварочный аппарат в центраторе между трубой и фитингом;
Закрепить на сварочном аппарате насадки необходимого размера. Проверить чистоту насадок, протереть их при необходимости тканью;
Терморегулятор сварочного аппарата необходимо выставлять на температуру 260 °C;
Включить сварочный аппарат, нажав кнопку включения;
С помощью подвижных частей центратора надеваем трубу и фитинг на нагретые насадки сварочного аппарата;
После того, как время необходимое для нагрева истечет, раздвинуть и снять обе детали с насадок;
Убрать паяльник (сварочный аппарат) с центратора;
Соединить трубу и фитинг с помощью центратора медленным, равномерным движением. Сваренные детали необходимо зафиксировать в течение 20 секунд.
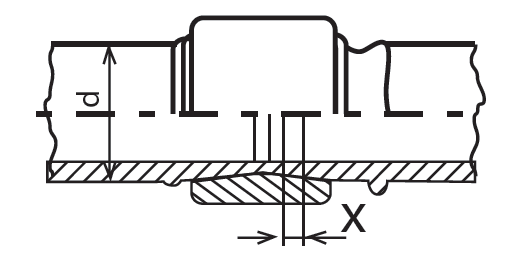
Примечание: на концах труб, особенно диаметром от 40 мм и более, рекомендуется снимать фаску под углом 30-45°. С деталей большого диаметра в местах соединения правильным будет также соскабливать окислившийся наружный слой материала толщиной примерно 0.1 мм. Нельзя сваривать трубу и фитинг, которые свободно соединяются в холодном виде. Обязательно проверяйте трубу на овальность, деформированные и поврежденные компоненты необходимо отбраковывать.
Спаивать трубы, обладающие армированием, не сложнее обычных. Главное, перед началом сварки определить, какое армирование перед Вами. У некоторых производителей основы необходимо зачищать, есть марки, чья продукция и не требует зачистки. Типы со стекловолокном, имеем это в виду, в зачистки не нуждается. Трубы, армированные алюминием в среднем слое, подразумевают зачистку, но на практике это никто не делает, так как контакта металла в зоне пайки нет. Пайка детали, у которой алюминий находится в верхнем слое, без зачистки – запрещена! Правильно спаять можно любой материал, главное - соблюдать технологии.
Полипропиленовый трубопровод собрать без пайки и соответствующего инструмента невозможно. Так как данная модель выполнена из полимера, то нанести на ней резьбу возможно, но несущей способностью она обладать не будет. Поэтому никакой альтернативы раструбной сварки нет.
Таблица с типичными ошибками расположена ниже.
Описание неправильного соединения
Возможные причины неправильного соединения
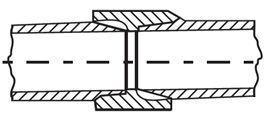
Внешний вид сварного соединения
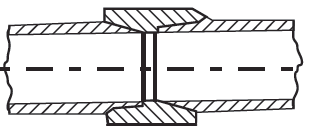
Неправильное соединение по причине деформации.
Деформация или овальность конца трубы или фитинга; неправильная фиксация напорной трубы и фитинга; неисправность зажимного приспособления.
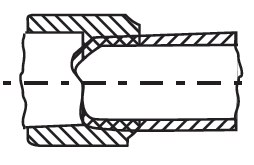
Неправильное соединение из-за недостаточного захода конца трубы в раструб фитинга.
Конец трубы обрезан не под прямым углом; недостаточное время нагрева; недостаточная температура нагреваемых насадок; смещение по оси трубы и фитинга в период охлаждения; слишком длительное время захода в раструб фитинга после оплавления.
Неправильное соединение из-за образования пустот в сварном соединении.
Наличие царапин и надрезов на поверхности трубы; труба не сцентрирована в раструбе фитинга; неправильная механическая обработка; превышение размеров допусков диаметра трубы или раструба фитинга.
Неправильное соединение с недостаточно полным свариванием и с разъединением в плоскости сварки
Загрязнение свариваемых поверхностей; загрязнение рабочих поверхностей сменных нагревательных насадок; термическое повреждение мате-риала.
Зауженное поперечное сечение трубы.
Превышение усилия захода трубы в раструб или превышение усилия сжатия стыка; Превышение времени нагрева материала; Превышение рабочей температуры сварки;
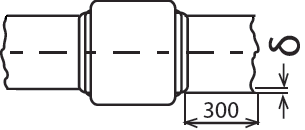
Угловое отклонение.
Ошибка соосности трубы и фитинга при формировании сварного соединения (при монтаже напорного трубопровода разрешается отклонение от оси не более чем на б = 0,2%); дефект оборудования.
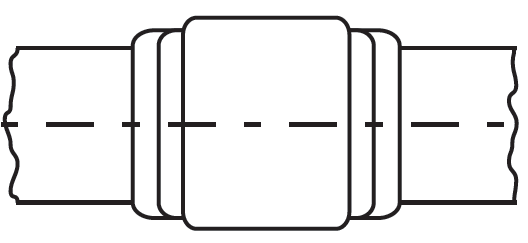
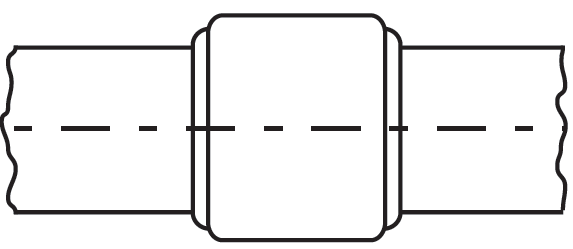
Неправильное образование грата при сварке с одной или обеих сторон (точечный или по всей длине шва)
Превышение температуры сменных нагревательных насадок;
Превышение времени нагрева материала;
Недостаточная высота грата, его отсутствие с одной или с обеих сторон сварного шва
Недостаточная температура сменных нагревательных насадок;
Недостаточное время нагрева материала;
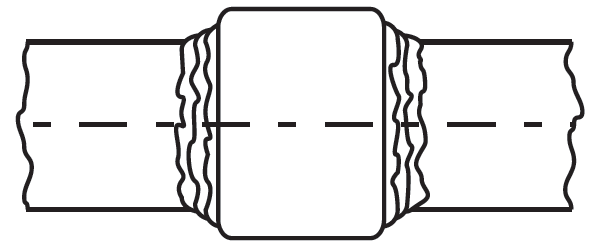
Форма грата в виде наплывов (слоистая форма) или его отсутствие в части или по всей длине сварного шва
Превышение температуры сменных нагревательных насадок;
Необработанная поверхность стыка;
Загрязнение поверхности стыка;
Система из полипропиленовых труб и фитингов, показала себя, как надёжная альтернатива.
Сети внутридомового отопления, разводка хвс и гвс, а также системы пожаротушения выполненные из них – прочны и просты с точки зрения технологии монтажа. Мы можем порекомендовать продукцию завода SLTAqua как надежную (подтверждено большим опытом эксплуатацией на объектах) и доступную (цены находятся в среднем диапазоне).
Выбрав полипропиленовые трубы и фитинги «СЛТ Аква» для отопления, Вы точно получите качественный продукт: на производстве осуществляется армировака ПП-Р каждой детали так, чтобы слой был как можно больше, а значит, линейное удлинение минимальным.
Звоните, мы будем рады Вам помочь!


